发布日期:2021-01-20 15:37 浏览次数:
PETG注塑规格:PN200(流动性好,高透明)
PCTG注塑规格:JN200(抗冲击性能优越,耐化学性强)
干燥:65℃/4~6小时(低温除湿干燥机最佳)
注:材料的充分干燥是保证加工顺利的首要条件,若干燥不充分,材料内的水分可影响加工产品发生水解反应等。
注塑螺杆温度大致可设定:
|
喂料区 |
前区 |
中区 |
后区 |
喷嘴 |
模具 |
|
200~220 |
225~230 |
230~245 |
235~250 |
240~255 |
20~40 |
建议温度设定的区间可在190~260℃内设定,加工温度过低会导致流动不顺畅,较高温度时,材料在炮筒内停留的时间不能太长,过长的停留可能导致出现银纹,建议合理停留时间5分钟。
加工温度的主要来源有设定的螺杆温度,及螺杆的剪切热所带来的温度,由于各公司的注塑机螺杆设计不一致,设定的温度一般会比建议的温度低10~20℃。
一般通用的注塑机都能满足PETG,PCTG的加工要求。
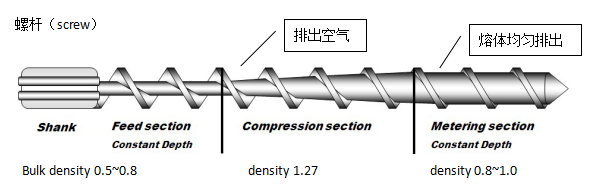
建议螺杆压缩比为:2.5~3.5:1,长径比:18~20:1,转速:50~100rpm